
Steel is the foundation of industrial growth over the last several centuries, and it has been behind everything, such as high-rise buildings into undersea pipelines. However, the one issue that it has are major susceptibilities, which is the high level of corrosion, excessive heat, and decomposition with various chemicals and remains an issue. With the need to have more durability, longevity, and sustainability to meet the requirements of the industries, the solution is in the next-gen coatings. With that being said, nevertheless, what are the next generation coatings, and how do they change the game when it comes to protecting steel in the present?
The Evolution of Protective Coatings: Enter the Next Generation
The traditional protective outer coverings for steel frameworks are natural protective coatings like paints and galvanization. But with increasingly harsh conditions of exposure and strict controls, such old-school practices simply are no longer adequate. Then there are the next-gen coatings, the latest innovation that is designed to stop three of the largest and the most common enemies of steel - corrosion, high temperature and chemicals.
These new steel coating technologies apply the latest advancements in material science, surface chemistry and nano technology to create specific performance in a variety of conditions. But then how does next-gen coating safeguard steel even in the modern complicated industrial scene?
This is because of their multi-layered formulation which does not only involve surface adhesion. These coatings provide a shield at the molecular level, operate as waterproof and reactively ion-intelligent repellents, and can repair minor damage on their own. They are intelligent, responsive and adaptable.
What Are the Benefits of Corrosion-Resistant Coatings?
One of the most common industrial coatings which are used to protect steel, are corrosion-resistant coatings. Why? It is due to the fact that corrosion provokes structural breakage, loss of money, and even environmental disasters.
Coupled with an increased life span of steel structures, they save the cost of maintenance and increase the working time of the steel structures by decades. Applications of these coatings include preventing rust to compromise performance in such industries as marine engineering, offshore drilling and transport infrastructure. However, the current corrosion-resistant coatings provide much more: they respond to wetness, compensate changes in pH, and even have the potential of slowing microbial events. Materials are important.
These new coating on the metal surfaces are based on epoxy resins, fluoropolymers, and high-performance zinc-rich primers.
Together with nanotechnology in the finishing of steels they can now provide protection on the microscopic level - inhibiting even the smallest of corrosive elements.
How Do Heat-Resistant Coatings Improve Steel Durability?
Steel is highly thermally stressed where it is subject to high temperatures substantially in furnaces; on car exhaust, and on the aerospace parts. Unprotected heat will cause steel to oxidize, distort, or lose strength. This is where coatings that repel heat under steel are excellent.
These coatings keep structures in good condition through their thermal barriers that dissipate energy and reflect the heat. Silicone resins, ceramic-based compounds, and aluminized polymers are manufactured with the necessary resisting power to handle temperatures to over 1000°C.
Power generation, oil refineries, and defense industries are often places where such advanced technology in steel coatings are applied - because thermal tolerance is not negotiable. They are tougher, which makes metal replacements unnecessary as well as their use in extreme conditions.
Why Are Chemical-Resistant Coatings Important?
Steel infrastructures also get in touch with corrosion chemicals, acids, alkalis, solvents, in a way, which can corrode the steel and remove its integrity. Covering with chemical protection is like a shield, and it does not allow molecular destruction and does not harm the infiltration of the metal framework.
Their absence would result in a consistent breakdown of storage tanks, pipelines, laboratory surfaces, and even of food processing equipment. Chemical protection covers minimize the safety hazards, maintain the contents, and also minimize the clean-up expenses associated with leaks or spills.
The flexibility of the latest coating generation in chemical protection coatings has now changed as well as this generation of protective coating is also UV resistant and capable of repelling a wide diversity of substances. This guarantees their performance to be undisturbed despite the changes in temperatures or under direct sunlight.
Nanotechnology in Steel Coatings: A Game Changer
The field that holds the most promise in new-generation coatings is nanotechnology in steels coatings, perhaps. It is filled with nano-sized particles (zinc oxide, titanium dioxide or grapheme) to enhance the coating with extra strength, water repellent, and anti-microbial effect.
So, how do next-gen coatings protect steel using nanotech?
These particles occupy microscopic crevasses, make superhydrophobic surfaces, and are able to interact actively with the external condition. As an example, nano-silica self-cleaning coating can simultaneously avoid the accumulation of dirt and corrosion.
This advancement has also rendered the eco-friendly protective coating a reality. Nanoscale materials make it more efficient, therefore, fewer layers are needed - no more material waste, not as much emission, and safer utilization.
Eco-Friendly Protective Coatings: The Green Future of Steel
As sustainability is the key to manufacturing and industry in the world, the emergence of green protective coatings should be regarded as changing. These finishes are low-VOC-solvents, low-VOC formulations, and bio-based polymers, which have a low effect on the environment, without sacrificing performance.
Why should industrial clients now feel comfortable asking about the durability of a coating? The most crucial component is the materials. The solution is the integration of the best technologies of steel coating and green chemistry.
Some of the major trends in this category are:
Silane based primers which form a bond with steel on the molecular levels.
Epoxy systems obtained through bio- based systems using renewable feedstock.
Coatings of instant drying that are also heat-free and UV.
When industrial systems include environmentally friendly protective coatings, the company is able to meet all the environmental requirements and also repeats the brands in the minds of the various stakeholders who are eco-sensitive.
Market Insights: Rising Demand across Key Industries
What industries use advanced steel coatings?
Let’s take a closer look.
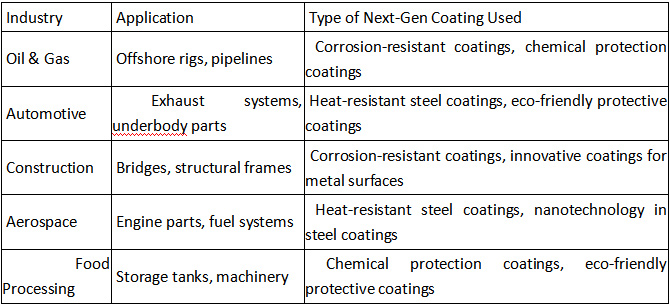
Worldwide industrial market in steel protection coatings is expected to exceed 30 billion dollars in 2030, the next-gen coatings representing the major share of the entire growth.
Innovative Coatings for Metal Surfaces: Beyond Just Steel
Although steel is ruling the metal-industrial stage, novel coatings of metal surfaces are not a preserve of the mentioned. Other materials are also being advanced to coat aluminum, copper and titanium into use in EVs, renewable energy and electronics.
These next-gen coating are programmable - they can be made conductive, flexible, or reflective according to application. Nonetheless, steel is the largest beneficiary researching to its wide use and exposure.
Challenges and Opportunities Ahead
Although there is an increase in the popularity of next-gen coatings, there are still pressing problems. Manufacturers are under pressure because formulations are now expensive to create, application methods are skill-intensive and constant innovation is required. Nevertheless, the chance to revise the approach to the protection of the steel pipes through next-gen coatings and to address the issues with global infrastructure is worth the effort.
Current ideas in this area include smart coatings that change color on a damage area, self-healing with microcapsules and AI-based quality assurance on coating applications.
Conclusion: Steel's Shield for the Future
Meeting the ever rising demands of the consuming world, next-gen coatings can be considered the solution of the steel industry to survival and excellence. These new technologies in steel coating are not just add-ons we have to have them. For instance, in coastal bridges, how they resist rust is a factor. How they handle acidic solutions in chemical plants is a factor.
What, then, are the advantages of corrosion resistant coating, how do coating in heat enhance durability of steel, what are the importance of chemical resistant coating? This trick of thread-wise spinning new age material science is the answer that, next-gen coatings cease being optional upgrades.
In addition to coating steel to ensure its survival, the steel industry also considers the future while developing new coatings for ferrous metal surfaces, focusing on environmentally friendly protection, and utilizing nanotechnology in coatings.
By embracing nanotechnology in steel coatings, prioritizing eco-friendly protective coatings, and leveraging innovative coatings for metal surfaces, the industry is not just protecting steel - it’s safeguarding the future.
CopyRight © 2025 Legend Metal Group Limited. All rights reserved
